產品分類
Product categories
新聞資訊
News information
煙臺弗潤德機器人有限公司
15054540007
地址:山東省煙臺市經濟技術開發區甬江一支路5號內3號
聯系人:蘇總
聯系電話:15054540007
郵箱:friendrobot@163.com
工程案例
詳細介紹
參數查看
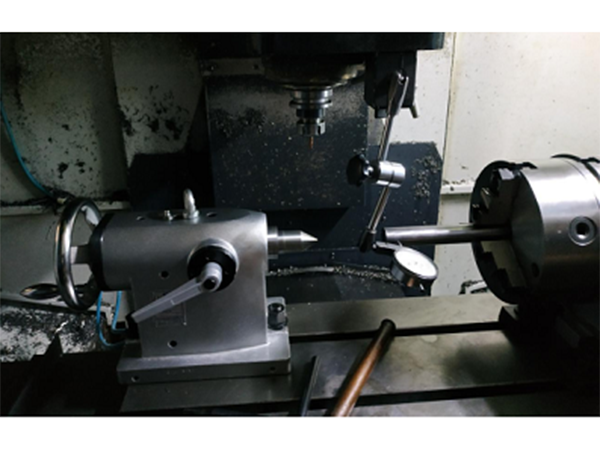
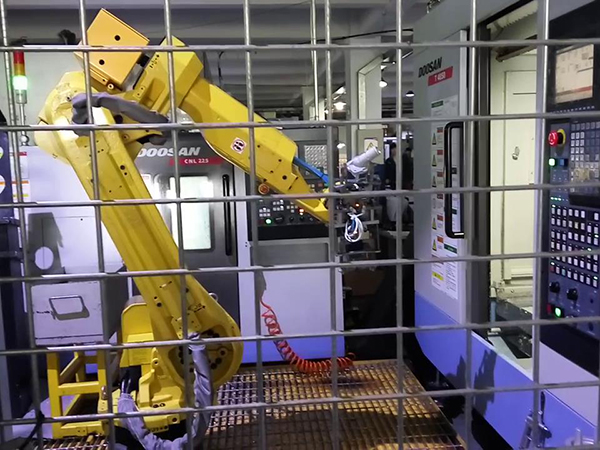
根據客戶公司開發新產品的需要,現有的三軸加工中心已經不能滿足產品加工的要求,需要對加工中心增加第四軸,下面通過跟著弗潤德來了解三菱M70系統加工中心增加第四軸的具體設置與操作方法吧!
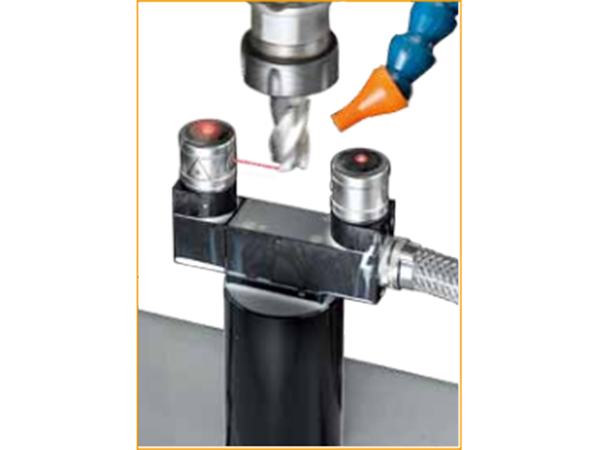
一 增加四軸的機床為斗山CNM560 系統為三菱M70
二 增加四軸的需要的設備
1潭佳轉臺 HR-210R

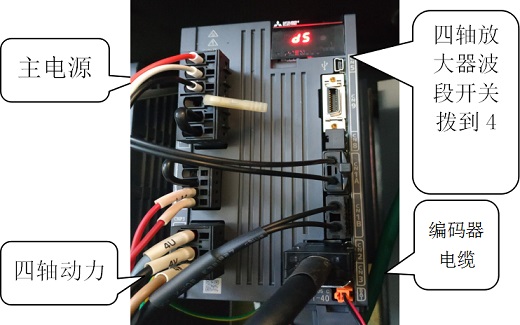
2三菱驅動器MDS-DJV1-40

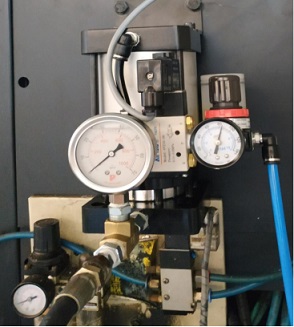
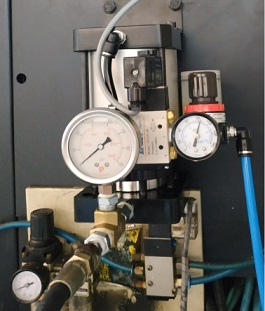
3 增壓缸
4 三爪卡盤(手動夾頭)

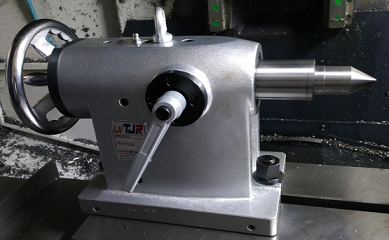
5 手動尾座

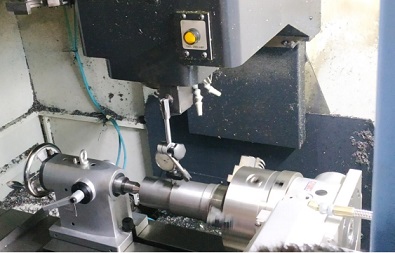
三 增加四軸的安裝過程
1 將手動尾座,安裝在工作臺上
2 將連接盤安裝在轉臺上,將卡盤通過連接盤安裝于轉臺 上,將安裝好轉臺整體安裝在工作臺上

3安裝三菱驅動器,連接線4安裝增壓缸及其氣路,油路, 連接驅動信號
4安裝增壓缸及其氣路,油路,連接驅動信號
四 增加四軸參數修改
|
1四軸放大器波段開關撥到4 |
|
4規格參數設定 |
||||
|
2系統規格設定 |
2025 |
G28RAP |
4000 |
|||
|
1002 |
軸數 |
A |
2026 |
G28CRP |
200 |
|
|
1021 |
驅動單元 I/F通道No |
DM驅動器設為1005 |
2001 |
RAPID |
4000 |
|
|
3基本參數設定 |
2002 |
CLAMP |
2000 |
|||
|
1003 |
|
B |
2003 |
SMGST |
0011 |
|
|
1005 |
|
B |
2004 |
G0TL |
80 |
|
|
1006 |
|
B |
2005 |
G0T1 |
80 |
|
|
1010 |
|
C |
2006 |
G0T2 |
1 |
|
|
1013 |
軸名稱 |
A |
2007 |
G1TL |
20 |
|
|
1015 |
|
10000 |
2008 |
G1T1 |
20 |
|
|
1017 |
旋轉軸設定 |
1 |
2009 |
G1T2 |
0 |
|
|
1018 |
ccw |
0 |
2010 |
fwd-g |
70 |
|
|
1022 |
第二軸名稱 |
A |
2011 |
G0BACK |
8 |
|
|
2013 |
軟體極限OT- |
-99999 |
2012 |
G1BACK |
6 |
|
|
2014 |
軟體極限OT+ |
99999 |
2017 |
LAG-G |
15.0 |
|
|
8204 |
OT-CHECK-N |
-99999 |
2024 |
SYNERR |
1.0 |
|
|
8205 |
OT-CHECK-P |
99999 |
2068 |
G0TWDG |
70 |
|
|
2029 |
GRSPC |
360 |
四軸參數設置 |
|||
|
2049 |
TYPE |
4 |
||||
|
5伺服參數設定 |
|
2220 |
速度檢測器分辨率 |
260 |
||
|
2201 |
馬達側齒輪比 |
1 |
2221 |
過負載時間常數 |
60 |
|
|
2202 |
機械側齒輪比 |
90 |
2222 |
過負載檢測等級 |
150 |
|
|
2203 |
位置回路增益1 |
47 |
2223 |
誤差寬度1 |
6 |
|
|
2204 |
位置回路增益2 |
125 |
2224 |
定位寬度 |
50 |
|
|
2205 |
速度回路增益1 |
50 |
2225 |
馬達型號 |
2204 |
|
|
2206 |
速度回路增益2 |
0 |
2226 |
誤差寬度2 |
6 |
|
|
2207 |
|
0 |
2227 |
特殊伺服機能選擇1 |
4230 |
|
|
2208 |
速度回路前進補償 |
1900 |
2228 |
|
0 |
|
|
2209 |
前進電流回路Q軸補償 |
15360 |
2229 |
速度變換時的回路增益 |
0 |
|
|
2210 |
前進電流回路D軸補償 |
15360 |
2230 |
電壓不感帶補正 |
0 |
|
|
2211 |
電流回路Q軸增益 |
2560 |
2231 |
|
0 |
|
|
2212 |
電流回路D軸增益 |
2560 |
2232 |
轉矩補正增益 |
0 |
|
|
2213 |
電流極限值I |
500 |
2233 |
特殊伺服機能選擇2 |
0000 |
|
|
2214 |
電流極限值 |
500 |
2234 |
特殊伺服機能選擇3 |
0000 |
|
|
2215 |
加速度前饋進給增益 |
0 |
2235 |
特殊伺服機能選擇4 |
0000 |
|
|
2216 |
失位運動補正增益1 |
0 |
2236 |
回生電阻類型 |
1500 |
|
|
|
絕對值伺服系統規格 |
0080 |
2247 |
誘起電壓補正增益 |
180 |
|
|
2218 |
導螺桿螺距 |
360 |
2248 |
上下軸落下防止時間 |
250 |
|
|
2219 |
位置檢測器分辨率 |
260 |
2249 |
主軸同期位置回路增益1 |
15 |
|

|
6 絕對位置中設置好原點 |
|
|||
|
7 最后輸入1070AXOFF 置為0 |
軸取出 |
|||
|
8 |
需要開啟的四軸功能參數 |
|
||
|
6404#0=1 |
4TH axis use |
|||
|
6404#2=1(0) |
4TH axis clamp when sol on |
|
||
|
6404#3=1 |
4TH axis servo off use |
|
||
五 調整精度,進行試加工

調整精度,然后進行試加工,整個追加四軸工作完成
產品推薦
Service project







聯系人:蘇總
聯系電話:15054540007
公司郵箱:friendrobot@163.com
公司地址:山東省煙臺市經濟技術開發區甬江一支路5號內3號
手機掃碼查看

 返回
返回